






Китай производитель: Роботизированная система покраски для промышленных линий
2026-06-09
- Почему роботизированная система покраски — это не просто «механическая рука»
- Архитектура современной линии: от насоса до форсунки
- Интеграция двухкомпонентных систем: где чаще всего ошибаются
- Экономическое обоснование: расчет окупаемости (ROI)
- Стандарты качества и безопасность: ГОСТ, ISO и реальность
- Часто задаваемые вопросы
Почему роботизированная система покраски — это не просто «механическая рука»
В современной промышленности переход на автоматизацию часто упирается в непонимание разницы между простой механизацией и интеллектуальным управлением процессом. Роботизированная система покраски — это сложный электромеханический комплекс, где точность движения манипулятора вторична по отношению к стабильности подачи материала. Если робот движется идеально, но пульсация давления в шланге составляет даже 0,5 бар, качество покрытия будет неравномерным. Мы видели случаи, когда предприятия закупали дорогих роботов-манипуляторов, но экономили на системах дозирования, получая в итоге брак, который приходилось перекрашивать вручную.
Ключевой параметр, определяющий успех внедрения, — это повторяемость (repeatability). Для автомобильной отрасли допуск по толщине слоя составляет доли микрона. Для тяжелой техники требования мягче, но здесь критична скорость и расход материала. Ошибка в расчетах приводит к перерасходу краски на 15–20%, что при годовых объемах выливается в миллионы рублей убытков. Поэтому выбор оборудования должен начинаться не с бренда робота, а с анализа требований к вязкости материалов и геометрии изделий.
Выбирайте систему, исходя из типа ЛКМ: для водорастворимых красок требуется коррозионностойкая арматура, для растворителей — взрывозащищенное исполнение. Это базовое требование безопасности, которое нельзя игнорировать.
Архитектура современной линии: от насоса до форсунки
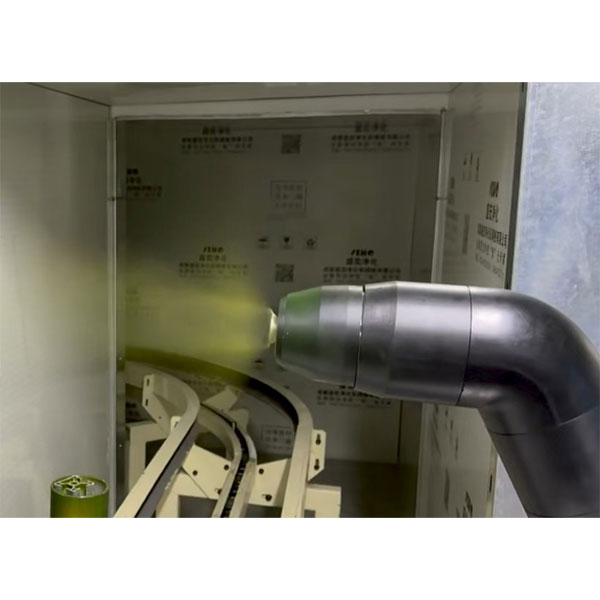
Любая роботизированная система покраски состоит из трех взаимосвязанных контуров: управления движением, подготовки материала и нанесения. Слабое звено в любом из них разрушает эффективность всей линии. В нашей практике мы уделяем особое внимание именно среднему звену — системе циркуляции и дозирования, так как именно она определяет фактический расход и качество факела распыла.
Сердцем системы являются высокоточные шестерёнчатые насосы. В отличие от мембранных аналогов, они обеспечивают постоянный поток без пульсаций. Однако их работа зависит от качества фильтрации. Использование обычных фильтров приводит к быстрому износу зубчатых пар. Мы рекомендуем использовать многоступенчатую фильтрацию с контролем перепада давления. Компания ООО «Сычуань Силин Цзиянь Электромеханическая Технология» интегрирует в свои решения гидравлические клапаны и клапанные группы для смены цвета под высоким давлением, что позволяет сократить время простоя при перехде с одного оттенка на другой с 15 минут до 40 секунд.
Важным элементом являются автоматические распылительные пистолеты. Модели серии ST-6 и ST-5, а также EM110E демонстрируют высокую эффективность переноса материала (transfer efficiency). Этот показатель говорит о том, какая часть краски попадает на деталь, а какая уходит в окрасочную камеру. Традиционные методы дают 30–40% эффективности, современные роботизированные комплексы с электростатикой достигают 85–90%. Разница в затратах на материалы колоссальна.
Проверьте совместимость уплотнений насосов с вашими химическими составами. Агрессивные растворители могут разрушить стандартные тефлоновые прокладки за несколько месяцев работы.
Интеграция двухкомпонентных систем: где чаще всего ошибаются
Работа с двухкомпонентными материалами (эпоксидные смолы, полиуретаны) требует особой точности. Соотношение компонентов должно соблюдаться с погрешностью не более 1–2%. Малейшее отклонение приводит к тому, что покрытие либо не полимеризуется, либо становится хрупким. Здесь на помощь приходят двухкомпонентные электронные системы дозирования и смешивания.
Главная проблема таких систем — «жизнеспособность» смеси (pot life). После смешивания материал начинает твердеть. Если линия останавливается из-за сбоя датчика или замены детали, смесь в шлангах затвердевает, требуя полной разборки и очистки узла смешивания. Чтобы избежать этого, современные контроллеры используют алгоритмы прогнозирования расхода и автоматической промывки solvent-ом в режиме ожидания.
Мы столкнулись с ситуацией на одном из заводов в провинции Сычуань, где игнорирование температурного контроля компонентов приводило к изменению вязкости отвердителя. Зимой viscosity увеличивалась, и пропорция нарушалась, несмотря на исправность насосов. Решение оказалось простым: установка подогревателей на баках с компонентами и использование вискозиметров с обратной связью. Теперь система автоматически корректирует скорость насосов в зависимости от температуры.
Для сложных задач выбирайте системы с динамическим смешиванием в статических миксерах, расположенных максимально близко к пистолету. Это минимизирует объем отходов при остановке.
Экономическое обоснование: расчет окупаемости (ROI)
Внедрение автоматики — это капитальные затраты. Чтобы проект был одобрен финансовым директором, необходимо четко понимать сроки окупаемости. Рассмотрим типичный сценарий для среднего машиностроительного предприятия.
| Параметр | Ручная окраска | Роботизированная система |
|---|---|---|
| Расход краски на 1 м² | 180–220 г | 110–130 г |
| Процент брака (переделка) | 8–12% | 1–2% |
| Скорость нанесения (м²/час) | 15–20 | 45–60 |
| Затраты на СИЗ и утилизацию | Высокие | Средние (замкнутый цикл) |
Как видно из таблицы, экономия материала составляет около 40%. При годовом потреблении краски в 10 тонн это сохраняет 4 тонны продукта. Добавьте к этому сокращение фонда оплаты труда (один оператор обслуживает до 3 роботов) и снижение затрат на утилизацию опасных отходов. Обычно срок окупаемости такой линии составляет от 12 до 18 месяцев, в зависимости от загрузки производства.
Не забывайте включать в расчет стоимость обслуживания. Роботизированные системы требуют квалифицированного сервиса. Наличие запчастей на складе, таких как быстроразъёмные соединения и фильтры-соединители, критически важно для минимизации простоев. Производители, предлагающие только «коробочное» решение без поддержки поставками расходников, создают риски для непрерывности вашего бизнеса.
Проведите аудит текущих потерь ЛКМ перед покупкой. Часто выясняется, что основные потери идут не от перерасхода, а от неправильной настройки параметров распыла.
Стандарты качества и безопасность: ГОСТ, ISO и реальность
При выборе оборудования для российского рынка важно учитывать соответствие нормативным требованиям. Оборудование должно иметь сертификаты соответствия ТР ТС (ЕАС) для использования на промышленных объектах Таможенного союза. Особое внимание уделяется взрывозащите (Ex-исполнение) всех электрических компонентов в зоне распыления.
Международный стандарт ISO 9001, которым сертифицировано производство ООО «Сычуань Силин Цзянь», гарантирует не только качество конечного продукта, но и стабильность процессов. Это означает, что каждый высокоточный редукторный расходомер или герметичная банка для краски проходят входной контроль компонентов и финальные испытания в условиях, приближенных к эксплуатационным. Для покупателя это страховка от получения бракованного узла, который может остановить всю линию.
Также стоит обращать внимание на экологические аспекты. Современные системы должны поддерживать работу с материалами с низким содержанием летучих органических соединений (VOC). Интеграция в существующие линии требует учета производительности вытяжной вентиляции. Если робот наносит краску быстрее, чем вентиляция удаляет туман, это создает риск взрыва и ухудшает видимость для камер технического зрения.
Требуйте у поставщика протоколы испытаний каждого ключевого узла. Наличие документации на русском языке упрощает ввод в эксплуатацию и обучение персонала.
Часто задаваемые вопросы
Какой минимальный объем партии оправдывает внедрение робота?
Обычно роботизация рентабельна при серийном производстве. Если вы красите менее 50–100 одинаковых деталей в смену, гибкость ручного труда может быть выше. Однако, если номенклатура стабильна, а требования к качеству высокие, робот окупается даже на малых сериях за счет снижения брака.
Сложно ли перепрограммировать систему под новую деталь?
Современные контроллеры позволяют создавать библиотеки программ. Переход на новую деталь занимает от 15 минут до 2 часов, включая физическую переналадку оснастки. Использование офлайн-программирования (CAD-to-path) сокращает время простоя линии до нуля, так как программа пишется виртуально.
Что делать, если краска меняет вязкость в течение дня?
Используйте системы с автоматической коррекцией давления или подогревом. Датчики вязкости в реальном времени передают данные на контроллер насоса, который увеличивает или уменьшает обороты двигателя, сохраняя постоянный расход материала через сопло.
Подходит ли оборудование для работы с абразивными материалами?
Стандартные шестерёнчатые насосы не предназначены для абразивов. Для таких задач требуются специальные исполнения с упрочненными материалами проточной части (карбид вольфрама, керамика). Всегда уточняйте состав материала у инженера производителя.
Внедрение автоматизации — это стратегический шаг, требующий глубокого понимания технологий. Компания ООО «Сычуань Силин Цзиянь Электромеханическая Технология» предлагает не просто оборудование, а инженерный консалтинг на всех этапах: от аудита текущей линии до пусконаладочных работ. Наш опыт в регионах Чэнду–Чунцин и участие в отраслевых выставках подтверждают способность решать сложные задачи по интеграции систем любой сложности.
Если вы готовы модернизировать производство и снизить себестоимость покрытия, свяжитесь с нашими специалистами для расчета индивидуального технического решения. Мы поможем подобрать оптимальную конфигурацию, учитывая специфику ваших материалов и производственные мощности.
Свяжитесь с нами сегодня