






Высокое качество: Роботизированная автоматическая система распыления от производителя
2026-06-10
- Роботизированная система покраски: от ручного труда к промышленной точности
- Ключевые компоненты автоматизированной линии нанесения покрытий
- Сравнение технологий нанесения: почему роботы выигрывают
- Интеграция и контроль качества: опыт производителя
- Экономическое обоснование и окупаемость инвестиций
- Часто задаваемые вопросы
- Заключение: выбор надежного партнера
Роботизированная система покраски: от ручного труда к промышленной точности
Внедрение роботизированной системы покраски перестало быть вопросом престижа и превратилось в экономическую необходимость для современных производств. Ручное нанесение лакокрасочных материалов (ЛКМ) неизбежно ведет к перерасходу материала до 30-40% и нестабильному качеству покрытия, что критично для автомобильной и авиационной отраслей. Автоматизация решает эту проблему за счет программируемой траектории движения манипулятора и точного дозирования краски.
Мы наблюдаем на рынке тенденцию, когда предприятия пытаются сэкономить на компонентах системы, покупая дешевого робота, но игнорируя качество распылительного оборудования. Это ошибка. Робот — это лишь «рука», которая держит инструмент. Качество покрытия на 80% определяется тем, как подается краска, какое давление создается в системе и насколько точно работает клапан смены цвета. В нашей практике были случаи, когда клиенты теряли месяцы на отладку процесса из-за несовместимости роботизированной руки с низкокачественными шестеренчатыми насосами, которые давали пульсацию потока.
Эффективная роботизированная система покраски должна рассматриваться как единый электромеханический комплекс. Она включает не только манипулятор, но и систему подготовки ЛКМ, дозирования, циркуляции и непосредственно распыления. Только такой интегрированный подход гарантирует соответствие стандартам ISO 9001 и снижение себестоимости продукции.
Ключевые компоненты автоматизированной линии нанесения покрытий
Для понимания того, как выбрать надежное решение, необходимо разобрать архитектуру системы на составляющие. Каждый узел влияет на конечный результат. Ошибка в подборе одного элемента сводит на нет преимущества всего комплекса.
Система дозирования и смешивания
Сердце любой автоматической линии — это блок подготовки краски. Для двухкомпонентных материалов (например, полиуретановых эмалей или эпоксидных грунтов) критически важна точность смешивания компонентов А и Б. Отклонение в пропорциях даже на 2-3% приводит к тому, что покрытие либо не высыхает, либо становится хрупким и отслаивается через полгода эксплуатации.
Здесь на первый план выходят высокоточные шестеренчатые насосы. В отличие от мембранных насосов, шестеренчатые обеспечивают постоянный объем подачи при изменении вязкости материала. ООО «Сычуань Силин Цзиянь Электромеханическая Технология» использует в своих решениях насосы, способные работать с материалами вязкостью от 50 до 2000 сПз. Это позволяет обрабатывать как жидкие базы, так и густые антигравийные составы без замены оборудования.
Двухкомпонентные электронные системы дозирования контролируют поток в реальном времени. Если один из компонентов заканчивается или давление в магистрали падает, система мгновенно останавливает процесс и подает сигнал оператору. Это предотвращает брак партии. Важно помнить: дешевые аналоги часто имеют задержку реакции в 0.5–1 секунду, чего достаточно для испорчения нескольких деталей.
Распылительное оборудование и манипуляторы
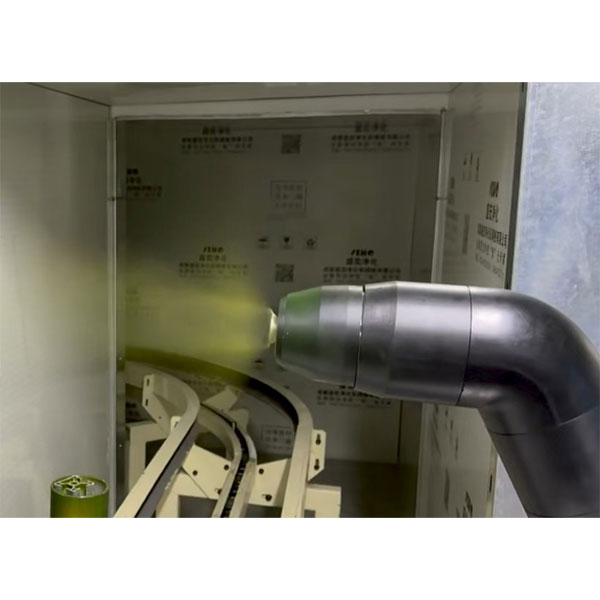
Непосредственное нанесение материала осуществляется автоматическими распылительными пистолетами. Модели серии ST-6 и ST-5, а также EM110E и EM110S.1, разработаны специально для интеграции с роботизированными руками. Их ключевая особенность — малый вес и компактный профиль, что снижает нагрузку на сервоприводы робота и увеличивает скорость перемещения между деталями.
Особое внимание следует уделить гидравлическим клапанам и клапанным группам для смены цвета. В современном производстве часто требуется красить детали разных цветов подряд. Традиционная промывка занимает 5-10 минут и требует большого объема растворителя. Современные клапанные блоки высокого давления позволяют сменить цвет за 15-30 секунд с минимальными потерями ЛКМ. Это достигается за счет специальной геометрии каналов, исключающей зоны застоя краски.
Быстроразъемные соединения для распыления также играют роль. Они должны выдерживать давление до 20 МПа и обеспечивать герметичность при тысячах циклов подключения/отключения. Использование неоригинальных соединений часто приводит к микроподтеканиям, которые загрязняют поверхность детали и создают дефекты типа «рыбий глаз».
Сравнение технологий нанесения: почему роботы выигрывают
Выбор между ручной, полуавтоматической и полностью роботизированной покраской зависит от объемов производства и требований к качеству. Ниже приведено сравнение ключевых параметров, основанное на данных реальных внедрений на предприятиях машиностроения.
| Параметр | Ручное нанесение | Полуавтоматика (стационарные автоматы) | Роботизированная система покраски |
|---|---|---|---|
| Расход ЛКМ (коэффициент переноса) | 40-50% | 60-70% | 85-95% |
| Толщина слоя (микрон) | ±15 мкм (неравномерно) | ±8 мкм | ±2-3 мкм (высокая стабильность) |
| Скорость обработки (деталей/час) | Зависит от усталости оператора | Высокая, но жесткая фиксация | Высокая, гибкая траектория |
| Время переналадки на новый продукт | Мгновенно | 2-4 часа (механическая настройка) | 10-15 минут (загрузка программы) |
| Влияние человеческого фактора | Критическое | Среднее | Минимальное |
Как видно из таблицы, роботизированная система покраски обеспечивает наилучший баланс между качеством и эффективностью. Главное преимущество — это повторяемость. Робот никогда не устает, не меняет угол наклона пистолета и не забывает включить подачу воздуха. Для крупных серий, таких как кузовные детали автомобилей или элементы железнодорожного транспорта, это единственное рентабельное решение.
Однако есть нюанс. Роботизация требует качественной оснастки. Если деталь плохо зафиксирована в кондукторе, робот нанесет краску идеально ровно, но… мимо нужной зоны. Поэтому внедрение автоматики всегда начинается с аудита технологической оснастки и процессов подготовки поверхности.
Интеграция и контроль качества: опыт производителя
Производство оборудования для автоматизированной покраски — это не просто сборка узлов из каталога. Это инженерная работа по адаптации системы под конкретные задачи клиента. Компания ООО «Сычуань Силин Цзиянь Электромеханическая Технология», расположенная в городе Гуанхань (провинция Сычуань, Китай), специализируется именно на таких интегрированных решениях. С момента основания в 2018 году предприятие сосредоточилось на повышении точности и экологической безопасности процессов.
Наличие собственной производственной базы позволяет контролировать каждый этап. Входной контроль компонентов отсеивает бракованные детали еще до сборки. Промежуточный контроль на сборочных участках выявляет проблемы совместимости узлов. Но самый важный этап — финальные испытания в условиях, приближенных к эксплуатационным. Мы тестируем системы циркуляции краски и дозаторы на реальных материалах заказчика, если это возможно, или на эталонных составах.
Продукция компании применяется в автомобильной, авиастроительной и машиностроительной отраслях. Например, при окраске крупногабаритных деталей спецтехники важно обеспечить равномерность слоя на вертикальных и горизонтальных поверхностях. Использование высокоточных редукторных расходомеров и систем количественного контроля позволяет нивелировать эффект гравитации, который часто приводит к образованию подтеков на вертикальных стенах.
Ассортимент включает не только комплексные линии, но и отдельные функциональные компоненты: герметичные банки для краски, фильтр-соединители, фильтры для распыления. Это важно для предприятий, которые хотят модернизировать существующую линию поэтапно, не заменяя всё оборудование сразу. Все продукты разрабатываются с учетом совместимости как с водными, так и с растворительными составами, что актуально в свете ужесточения экологических норм.
Экономическое обоснование и окупаемость инвестиций
Многие руководители заводов опасаются высоких первоначальных затрат на роботизацию. Давайте посчитаем. Основные статьи экономии при переходе на автоматическую систему:
- Снижение расхода ЛКМ. За счет высокого коэффициента переноса (до 90% для электростатического распыления) экономия краски составляет 20-30%. При годовом бюджете на материалы в 10 млн рублей это 2-3 млн рублей экономии.
- Сокращение брака. Исключение человеческого фактора снижает процент переделки и отбраковки с 5-7% до 0.5-1%.
- Экономия на растворителях. Эффективные системы смены цвета и промывки уменьшают расход растворителей на 40-50%.
- Снижение затрат на СИЗ и медицину. Работа в закрытой камере с роботом требует меньшего количества персонала в средствах индивидуальной защиты, что снижает расходы на их закупку и медосмотры.
Обычно срок окупаемости роботизированной системы покраски составляет от 12 до 18 месяцев при работе в одну смену. При работе в две-три смены этот срок сокращается до 6-9 месяцев. Кроме того, автоматизация решает кадровый вопрос: найти квалифицированного маляра сложно, а обучить оператора робота проще и быстрее.
Важно учитывать и скрытые издержки ручного труда: больничные, текучесть кадров, сезонные спады производительности. Робот работает стабильно круглый год. Это делает планирование производства более предсказуемым и надежным.
Часто задаваемые вопросы
Сложно ли программировать робота для новых деталей?
Современные системы оснащены удобным программным обеспечением. Часто используется метод обучения «lead-through», когда оператор вручную проводит манипулятором по траектории, а система запоминает точки. Для сложных поверхностей можно использовать офлайн-программирование на основе 3D-моделей CAD. Время создания новой программы для типовой детали занимает от 30 минут до 2 часов. После отладки программа сохраняется и вызывается одним нажатием кнопки.
Подходит ли система для небольших партий разноцветных деталей?
Да, если система оснащена быстрым клапаном смены цвета. Благодаря модульной конструкции и быстроразъемным соединениям, переход с одного цвета на другой занимает минимум времени. Главное — правильно настроить параметры промывки, чтобы избежать смешивания оттенков. Для очень мелких серий (менее 10 шт. в день) с частой сменой цвета может потребоваться дополнительная оценка экономической целесообразности, но технически это реализуемо.
Какие требования к помещению для установки робота?
Помещение должно соответствовать стандартам взрывопожаробезопасности (класс опасности зоны). Необходима приточно-вытяжная вентиляция с контролем температуры и влажности (оптимально 20-25°C и 50-70% влажности). Пол должен быть ровным, без вибраций, способным выдержать вес робота и дополнительного оборудования. Также требуется подвод сжатого воздуха очищенного качества (без масла и влаги) и электроснабжение стабильного напряжения.
Как обслуживать шестеренчатые насосы и дозаторы?
Основное требование — регулярная промывка системы при остановках более чем на несколько часов, чтобы предотвратить полимеризацию краски внутри насоса. Шестеренчатые пары требуют периодической проверки на износ, но при правильной эксплуатации и использовании качественных фильтров ресурс составляет десятки тысяч часов. Важно следить за давлением на входе: кавитация из-за недостаточного давления подачи быстро выводит насос из строя.
Заключение: выбор надежного партнера
Инвестиции в роботизированную систему покраски — это стратегический шаг к повышению конкурентоспособности предприятия. Однако успех зависит не только от бренда робота, но и от качества периферийного оборудования: насосов, клапанов, пистолетов и систем управления. Ошибки в подборе этих компонентов стоят дорого и проявляются не сразу, а в процессе ежедневной эксплуатации.
Компания ООО «Сычуань Силин Цзиянь Электромеханическая Технология» предлагает комплексный подход, объединяющий передовые электромеханические технологии и глубокое понимание процессов нанесения покрытий. Строгая система контроля качества, собственное производство и ориентация на долгосрочное сотрудничество позволяют нам поставлять решения, которые работают стабильно годами. Мы предоставляем техническую поддержку на всех этапах: от проектирования линии до обучения вашего персонала.
Не рискуйте качеством своей продукции. Выберите проверенное решение, которое обеспечит точность, экономию и экологическую безопасность. Изучите наш каталог оборудования и свяжитесь с нашими инженерами для расчета оптимальной конфигурации системы под ваши задачи.
Роботизированная система покраски и комплектующие от производителя
Свяжитесь с нами сегодня